 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Proces vytlačování trubek
Ningbo Fangli Technology Co., Ltd. je výrobcem mechanických zařízení s téměř 30 let zkušeností se zařízením na vytlačování plastů, nové prostředí ochranu a nové materiálové vybavení. Zde jsme připravili některé komplexní úvod o zpracování trubek vytlačováním, jak následuje:
Trubka je trubka nebo dutý válec pro přeprava tekutiny. Pojmy „trubka“ a „trubice“ jsou téměř zaměnitelné. „Trubice“ se často vyrábí na zakázku a mohou mít specifičtější velikosti a tolerance než trubka, v závislosti na aplikaci. Termín „trubice“ může také být aplikován na trubky necylindrické povahy (tj. čtvercové trubky). Termín „hadičky“ se více používají v USA a „potrubí“ jinde ve světě.
Potrubí může být specifikováno standardním rozměrem potrubí označení, jako Nominal Pipe Size (v USA), nebo podle jmenovitého, vnějšího, popř vnitřní průměr a tloušťka stěny. Mnoho průmyslových a vládních norem existují pro výrobu trubek a hadic.
Většina trubek se vyrábí vytlačováním, in-line se směrem vytlačování, matrice, kalibračního nebo kalibračního zařízení popř nádrž, vodní chladicí nádrž, dopravník a řezačka, je-li to potřeba, a vzlétněte zařízení na konci řádku. Linka může obsahovat označovací zařízení nebo a testovací zařízení. Důležitým požadavkem je poměrně rychlé ochlazení extrudátu v blízkosti matrice při zachování kontroly nad rozměry a vlastnostmi.
Zahrnuté v procesech jsou různé techniky pro řízení rozměrů/velikostí, které jsou buď volně tažené taveniny (obvykle pro trubky malého průměru) nebo dimenzování. Celkové náklady na výroba trubky by mohla zahrnovat materiálové náklady až 80 %. Cílem je vždy získat přísnější kontrolu tolerance, aby se snížila spotřeba materiálu. Používají se rozměrové a/nebo tloušťkové kalibrační kotouče různých konstrukcí.
Kombinace vlastností taveniny, rychlost rychlost linky, vnitřní tlak vzduchu a rychlost chlazení ovlivňují velikost trubky. Poměr tažení taveniny z průvlaku do vodního chlazení žlabu přímo souvisí s konečnou velikostí trubky. Záleží na zpracovávaných plastů se poměr pohybuje od 4/1 do 10/1. Použití nízkých poměrů pomáhá minimalizovat vytlačovaná napětí, která mohou vést k problémům souvisejícím smršťování a praskání napětím.
V závislosti na vlastnostech při zpracování plastů může dojít ke smrštění do 24 hodin poté opuštění zpracovatelské linky. Trubka nebo potrubí mohou být také podrobeny žíhání a další post-stavy, které by mohly ovlivnit stupeň smrštění.
Existuje mnoho různých způsobů potrubí a trubky produkty používané při pohybu kapalin, plynů, pevných látek a tak dále. Oni mohou být tvarované tak, aby poskytovaly dekorace, bezpečnostní podpěry a tak dále.
Kroky ke snížení nákladů na zpracování plastů trubky zahrnují:
1) Pracujte tak, abyste minimalizovali vnější průměr (OD) a tolerance vnitřního průměru (ID);
2) Zlepšení kvality a vlastností potrubí prostřednictvím studia přínosů s ingrediencemi a použitými postupy míchání;
3) Zkraťte dobu nastavení pomocí spuštění pomůcky a automatizační systémy;
4) Rozvíjet úspory elektrické energie spotřeba optimalizací extruderu; a
5) Použití účinných matric, chladicích nádrží, stahováky a vzletové zařízení.
Kontrola tolerance stahováků je kritické pro minimalizaci
Vnější a vnitřní rozměry, zejména menší velikosti trubek.
Velmi nepatrná změna rychlosti stahováku může drasticky ovlivnit jejich rozměry a plýtvání plasty.
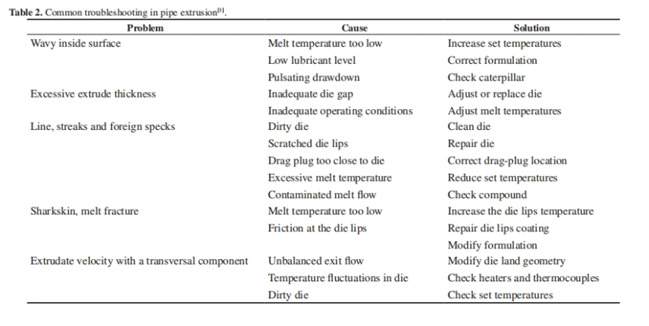
Níže uvedená tabulka ukazuje nejběžnější odstraňování problémů při vytlačování trubek.
Výše uvedené se týká vytlačování trubek pokrok v naději, že vám poskytnou nějakou pomoc. V případě potřeby vítejte kontaktujte nás.
https://www.fangliextru.com/solid-wall-pipe-extrusion-line
https://www.fangliextru.com/special-use-pipe-extrusion-system
Odeslat dotaz


X
Používáme cookies, abychom vám nabídli lepší zážitek z prohlížení, analyzovali návštěvnost webu a přizpůsobili obsah. Používáním tohoto webu souhlasíte s naším používáním souborů cookie.
Zásady ochrany osobních údajů