 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Úvod do procesu vytlačování trubek, vybavení, kvalitativní vady atd.
Ningbo Fangli Technology Co., Ltd.je avýrobce mechanického zařízenís více než 30letými zkušenostmizařízení na vytlačování plastových trubek,nová ochrana životního prostředí a nové materiálové vybavení.Od svého založení byl Fangli vyvíjen na základě požadavků uživatelů. Prostřednictvím neustálého zlepšování, nezávislého výzkumu a vývoje na základní technologii a trávení a vstřebávání pokročilé technologie a dalších prostředků jsme se vyvinuliLinka na vytlačování PVC trubek,Linka na vytlačování trubek PP-R, PE vodovodní / vytlačovací linka plynového potrubí, která byla čínským ministerstvem výstavby doporučena nahradit dovážené produkty. Získali jsme titul „Prvotřídní značka v provincii Zhejiang“.
I. Tok procesu
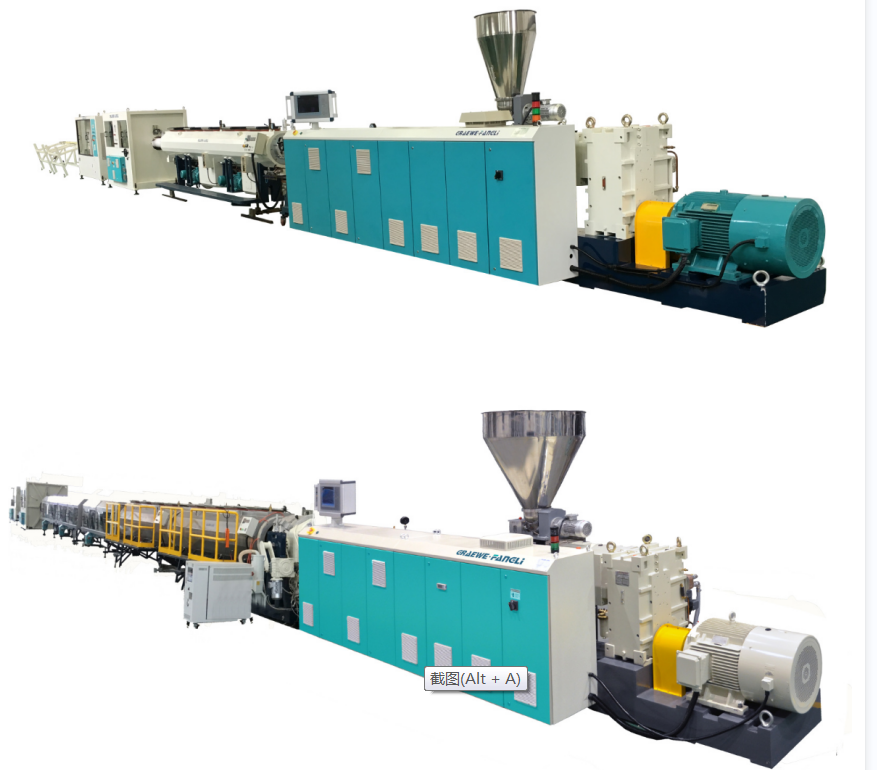
V současné době jsou trubky z PVC a PO nejrozšířenějšími produkty na domácím i mezinárodním trhu.Obrázek 1ukazuje vývojový diagram výrobního procesu pro polyolefinové (PO) trubky. Plast je přiváděn do prstencové štěrbinové matrice (2) šnekem jako stejnoměrně změkčená tavenina, která vytlačuje předlisek trubky. Ten okamžitě vstupuje do kalibrační jednotky (3) pro chlazení a dimenzování, poté prochází dalším dostatečným chlazením v chladicí nádrži (4). Trubka je vytahována konstantní rychlostí regulacíodtahová jednotka(6)a nakonec řezačkou (7) nařežte na určené délky. Tenkostěnné trubky o průměru pod 160 mm mohou být navíjeny do rolí navíječem (9).

Obrázek 1 Schematický diagram toku výrobního procesu PO potrubí
1---Extruder; 2---PipeZemřít; 3---Kalibrační pouzdro;
4---Vakuové kalibrační chlazení; 5---Chladící nádrž;
6---Odtahová jednotka; 7---Řezačka;
8---Tiskárna; 9---Navíječka
II. Proces a vybavení
Pro výrobu PO trubek, avysoce účinný jednošnekový extrudérby mělo být vybráno. Přívodní zóna využívá axiálně drážkovaný válec. Poměr délky šroubu k průměru (L/D) je 30–33:1. Struktura šneku je dvoustupňová s různou hloubkou a stoupáním: stoupání v podávací sekci je menší než průměr šneku, zatímco stoupání v tavicí a homogenizační sekci je větší než průměr šneku. Pro zvýšení účinnosti míchání jsou některé šneky vybaveny dalšími prvky míchací hlavy. Tento typ jednošnekového extrudéru nabízí relativně vysoký výkon a dobrou plastifikaci. Například jednošnekový extrudér s průměrem šneku 90 mm může dosáhnout výkonu přesahujícího 600 kg/h. Kromě toho výroba PO trubek plněných uhličitanem vápenatým, síranem barnatým, dřevitou moučkou nebo skleněnými vlákny typicky využívá souběžně rotující dvoušnekové extrudéry.
Výroba PVC trubek je v zásadě podobná výrobě PO trubek. Běžně používané jsou protiběžné kuželové popřparalelní dvoušnekové extrudéryumožňující přímé vytlačování prášku suché směsi. Jejich výkon se pohybuje od 10 kg/h u potrubí malého průměru do 1100 kg/h u potrubí velkého průměru. Poměr L/D šroubu se zvýšil z posledních 18:1 na 25:1. Například advoušnekový extruders průměrem šroubu 90 mm může dosáhnout výkonu přesahujícího 300 kg/h.
Jak je vidět z obrázku 1, zařízení pro vytlačování trubek po proudu sestává hlavně z nádrže na chladicí vodu,odtahová jednotka, řezačka, navíječnebo výpis tabulky.
Když potrubí opouští kalibrační a chladicí jednotku, není zcela ochlazeno na pokojovou teplotu. Pokud nedojde k dalšímu ochlazování, teplotní gradient existující v radiálním směru stěny trubky může způsobit opětovné změknutí již vytvrzené vnější vrstvy v důsledku zvýšení teploty, což vede k deformaci. Na druhé straně musí trubka také odolat namáhání od tažného, řezacího a navíjecího zařízení. Proto je nutné zbytkové teplo odvádět a potrubí ochlazovat na pokojovou teplotu. Způsoby chlazení zahrnují vodní lázeň a sprejové chlazení. V chladicí nádrži s vodní lázní by hladina vody měla zcela ponořit potrubí. Nádrž je rozdělena na několik sekcí. Vstup chladicí vody je nastaven na poslední sekci, což způsobuje, že směr proudění vody je opačný ke směru vytlačování trubky, čímž se vytváří teplotní gradient chlazení. To má za následek pozvolnější ochlazování potrubí a nižší vnitřní pnutí. Vzdálenost mezi nádrží chladicí vody a kalibrační/chladící jednotkou by neměla přesáhnout jednu desetinu celkové délky chlazení; jinak se teplotní rozdíl mezi vnější stěnou potrubí a chladicí vodou může nadměrně zvýšit. Přestože je metoda vodní lázně jednoduchá, teplotní rozdíly mezi horní a spodní vrstvou vody v nádrži mohou způsobit nerovnoměrné ochlazování a ohýbání trubky. Navíc vztlakové síly působící na potrubí mohou snadno způsobit deformaci, což činí tento způsob zvláště nevhodným pro chlazení potrubí velkého průměru.
Funkcejednotka pro odtah potrubíje poskytnout určitou tažnou rychlost a sílu již dimenzované a ochlazené trubce, překonat třecí sílu generovanou dimenzačním zařízením na trubce, čímž se trubka vytáhne konstantní rychlostí na navíjecí nebo vyklápěcí stůl. Odtahová jednotka je jedním z klíčových součástí následného zařízení pro výrobu trubek a musí splňovat následující požadavky.
(1)odvozrychlost musí být možné plynule a plynule nastavovat, aby byla zajištěna konstantní rychlost odtahu. Nestabilní rychlost odtahu způsobí kolísání průměru trubky. Rychlost vytahování musí být úzce koordinována s rychlostí vytlačování. Tloušťka stěny potrubí se upravuje regulací rychlosti vytahování: nižší rychlost vytahování má za následek silnější stěny, vyšší rychlost má za následek tenčí stěny. Výběr správné rychlosti odtahu je efektivní metodou k zajištění rozměrové shody produktu. Moderní konstrukce mohou dosáhnout maximální rychlosti odtahu až 30 m/min.
(2)Konstantaodvozsíla musí být zachována, bez jakéhokoli jevu push-pull, jinak může způsobit povrchové zvlnění trubky. Vyžaduje se také dostatečná tažná síla. Potřebná tažná síla se zvyšuje s kontaktní plochou a dimenzováním radiálního tlaku. U trubek malého a středního průměru je tažná síla obecně 100–600 N; u trubek velkého průměru je to obecně 800–10 000 N.
(3) Upínací sílaodtahová jednotkachapadlo by mělo být nastavitelné a schopné uchopit trubky různých průměrů bez poškození povrchu nebo deformace. V současné době se široce používají chapadla housenkového typu. Ty se skládají ze 2 až 12 drah rovnoměrně uspořádaných kolem potrubí. Dráhy jsou osazeny určitým počtem pryžových/plastových upínacích bloků, většinou konkávních nebo šikmých, aby se zvětšila plocha vyvíjející radiální tlak na trubku. Nastavení upínací síly je dosaženo pomocí pneumatického, hydraulického mechanismu nebo mechanismu vodícího šroubu s maticí. Počet drah se zvyšuje s průměrem potrubí.
Poté, co je trubka vytažena na určitou délku, musí být zkrátena. Frézy se dodávají v různých typech, které se vybírají na základě průměru trubky a tloušťky stěny, typu materiálu, délky řezu, kvality řezu, tvaru řezu atd. Automatické řezačky gilotinového typu a kotoučové radiální pily jsou vhodné pro řezání trubek malého a středního průměru; planetové automatické řezačky jsou vhodné pro trubky velkého průměru. Po obdržení příkazu k řezu fréza uchopí trubku pomocí svorky a pohybuje se ve směru odtahu trubky, přičemž dokončuje řezání. Po řezání jej pneumatický mechanismus zatlačí zpět do resetovací polohy.
Navíjecí a vyklápěcí stůl. Pouze trubky, které se při ohýbání nedeformují, jsou navíjeny do svitků pomocí navíječe, s automatickým řezáním a vykládáním. Lineární rychlost navíjení je synchronizována s rychlostí vytlačování a lze ji plynule nastavit. Když je rychlost vytlačování menší než 2 m/min, obecně se používá jednostanicový navíječ; když rychlost vytlačování překračuje 2 m/min, měl by být použit navíječ se dvěma stanicemi nebo dokonce s více stanicemi.
III. Klíčové faktory pro kontrolu poruch potrubí
V souladu s pořadím toku procesu na obrázku 1 jsou níže uvedeny klíčové související faktory pro eliminaci nedostatků kvality.
(1)Sekce krmení:Formulace surovin; tvar a velikost surovin; metoda barvení; způsob sušení; míchání přebroušeného/recyklovaného materiálu; druhy a dávkování přísad; chladicí kapacita hrdla násypky.
(2)Extruder: Průměr šroubu; šroub L/D poměr; šroubový kompresní poměr; typ struktury šroubu; rychlost šroubu; výkon ventilace; regulace teploty šroubu; ovládání ohřevu a chlazení sudu; teplotní profily podél zón extrudéru; točivý moment extrudéru; spotřeba energie; adaptér; výběr a ovládání teploty pro měnič obrazovky; typ a specifikace balení obrazovky.
(3)Zemřít:Die gap; délka pozemku; typ struktury matrice; tvar průtokového kanálu; distribuce taveniny; nastavení a kontrola teploty; tlak hlavy; kontrola tloušťky stěny.
(4) Kalibrace a chlazení:Kalibrační metoda; rozměry kalibrátoru; úroveň vakua vakuové skříně nebo vnitřní tlak kalibrační trubice tlak vzduchu a délka; utěsnění kalibračního systému; doba kalibrace; průtok chladicí vody; teplota chladicí vody; způsob chlazení.
(5)Nádrž na chladicí vodu:Způsob chlazení; uspořádání vodovodního potrubí; průtok chladicí vody; délka chladicí nádrže; teplota chladicí vody; účinnost chlazení potrubí.
(6)Odtahová jednotka: Rychlost a kontrola odtahu; kalibrace tažné síly; upínací síla a ovládání; počet stop a efektivní délka; povrchová tvrdost a tvar upínacích bloků; odtahovací kontaktní plocha.
(7) Řezačka: Typ frézy; profil zubů pilového kotouče a materiál; resetovací mechanismus; sběr třísek a odstraňování prachu; kontrola hluku; nastavení limitního systému; upínací mechanismus; pohonný systém a napájení; automatický akční systém řezání.
(8)Navíjecí a vyklápěcí stůl: Kontrola napětí; délkový povelový systém; výběr navíjecí stanice; průměr vinutí; indikace vysypání; lineární rychlost navíjení.
(9) Dodatek:Podmínky pro automatizovanou výrobu:Měření tloušťky stěny; kontrola vnějšího průměru; měření hmotnosti a statistika výroby; provozní stav zubového čerpadla taveniny; systém centrování matrice.
Pokud potřebujete další informace,Ningbo Fangli Technology Co., Ltd.vítáme vás, abyste se obrátili na podrobný dotaz, poskytneme vám profesionální technické vedení nebo návrhy na nákup vybavení.
Odeslat dotaz


X
Používáme cookies, abychom vám nabídli lepší zážitek z prohlížení, analyzovali návštěvnost webu a přizpůsobili obsah. Používáním tohoto webu souhlasíte s naším používáním souborů cookie.
Zásady ochrany osobních údajů