 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Typy plastových trubek velkého průměru pro Offshore Engineering
Ningbo Fangli Technology Co., Ltd., jako výrobce s téměř 30letými zkušenostmi s vybavením výrobní linky extruderů, máme mnoho zkušeností s výrobou zařízení a můžeme vám poskytnout profesionální technické poradenství a návrhy na nákup zařízení.
Po desetiletích zkoumání existují dva typy plastových trubek velkého průměru pro globální námořní inženýrství: srovná extrudovaná trubka s pevnou stěnou a spirálově vinutá trubka stěny.
1. Large průměr rovná extrudovaná pevná stěna trubka
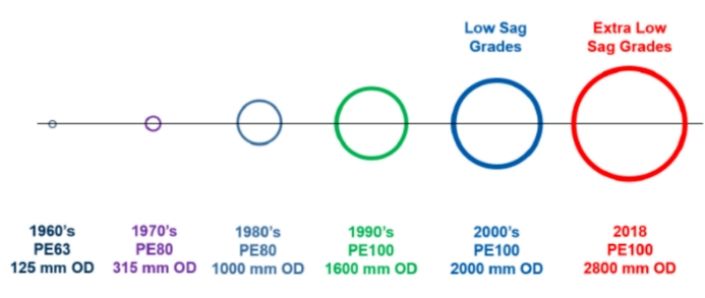
Termoplastická trubka začíná přímou extruzí s pevnou stěnou. Proces spočívá v roztavení plastu a jeho vytlačení z prstencové matrice a následném ochlazení pro tvarování. V rozsahu malých a středních průměrů většina plastových trubek používá přímé extrudované trubky s pevnou stěnou. Problém vytlačování tlustostěnných trubek o velkém průměru však nebyl v rané fázi vyřešen. Důvodem je to, že roztavená tlustá stěna vytlačená z vytlačovací hlavy tlustostěnné trubky o velkém průměru se před ochlazením a tvarováním bude jevit jako "prohnutá" působením gravitace, to znamená, že roztavená pryskyřice proudí z výšky dolů po obvodu a vytváří vážnou tenkou stěnu nahoře a silnou stěnu dole. Proto v rané fázi může metoda přímého vytlačování vyrábět pouze tenkostěnné plastové trubky o velkém průměru. Aplikace je omezena na tenkostěnná potrubí, jako je „potrubí pro příjem a odvod mořské vody“, „potrubí pro odvod mořské vody“ a opravná vložka, a nelze ji aplikovat na tlaková potrubí vyžadující malou tloušťku stěny a poměr průměru (SDR). V tomto století svět provedl mnoho výzkumů aezkoumání vývoje a výroby velkoprůměrových plastových tlustostěnných trubek. Na jedné straně surovinové podniky pokračují ve vývoji speciální pryskyřice pro trubky s lepšími komplexními mechanickými vlastnostmi a odolností proti průhybu. Pryskyřice pro trubky z vysokohustotního polyetylénu byla vylepšenaPE63 až PE80, PE100,PEnámořníRCa poté na „anti sag PE100“ (LS) „super anti sag PE100“ (XLS). Distribuci molekulové hmotnosti pryskyřice proti stékání lze upravit tak, aby se zvýšila viskozita při nízké smykové rychlosti. Druhým je zlepšení procesu vytlačování trubek a zařízení, jako je inovace procesu chlazení po vytlačování trubek (zvýšení vnitřního chlazení atd.) a postupné zvyšování rozsahu tloušťky stěn plastových trubek velkého průměru v posledních letech.
Mechanická struktura přímé extrudované trubky s pevnou stěnou o velkém průměru je jednoduchá. Má své jedinečné výhody pronámořní inženýrství. Za prvé, je flexibilní. Za druhé je možné kontinuálně vyrábět 100 metrů dlouhou extra dlouhou trubku (XXL) a dopravit ji na stavbu plavením na vodní hladině. Jedním z omezení velkoprůměrových trubek s přímou extruzí s pevnou stěnou je to, že pro dosažení vysoké tuhosti je nezbytná velká tloušťka stěny. Je použitelný pouze pro nízkotlaká nebo netlaková potrubí vyžadující vysokou prstencovou tuhost. Za druhé, vyžaduje to obrovskou a drahou výrobní linku a pro různé specifikace je potřeba různé příslušenství. Proto se koncentruje v několika velkých podnicích s plastovými trubkami.
V současné době je skupina pipelife vedoucím podnikem v oblasti přímých extrudovaných trubek s masivní stěnou o velkém průměru pro námořní inženýrství. Na konci minulého století postavila závod na pobřeží stathelle v Norsku a na začátku tohoto století v roce 2004 dokončila slavný projekt vypouštění moře do Montpellier. Podle statistik byla životnost potrubí v Evropě, Africe a Asii od roku 2006 do roku 2015, 27 zemí Jižní Ameriky dokončilo 48 projektů velkoprůměrového inženýrství plastových trubek. V posledních letech je podnikem aktivně vyvíjejícím velkoprůměrové plastové pevné stěnové trubky skupina AGRU. Její závod na výrobu trubek XXL je nově postaven ve Spojených státech. V posledních letech dosáhlo několik podniků vynikajících úspěchů ve vývoji velkoprůměrových trubek s přímým vytlačováním s pevnou stěnou, jako je UPI (Union pipes industry) ve Spojených arabských emirátech,Firat v Turecku, ropovody IPEX v Austrálii atd.
2. spirálově vinutá stěnová trubka
Spirálově vinutá stěnová trubka je proces formování trubky navíjením a vzájemným spojováním taveniny extrudovaných plastových profilů podél spirálové linie. Účelem je vyhnout se potížím a omezením přímého vytlačování trubek velkého průměru. Plastové trubky o velkém průměru lze vyrábět s menšími extrudéry a podpůrným zařízením a lze vytvářet různé konstrukční stěny, aby splňovaly různé požadavky na pevnost a tuhost.
Po desetiletích průzkumu a konkurence se široce používají dva druhy spirálově vinutých trubek. Podle čínských národních norem se dělí na konstrukční stěnovou trubku typu A a konstrukční stěnovou trubku typu B. Spirálovitě vinutá trubka typu A se v Číně běžně nazývá „dvojitá trubka s dutou stěnou“ a spirálově vinutá trubka typu B se v Číně běžně nazývá „trubka Clara“. V tomto dokumentu budou nazývány „dvojitá trubka s plochou dutou stěnou“ a „konstrukční stěnová trubka typu B“.
A. dvojitá plochá trubka s dutou stěnou
Trubka s dvojitou plochou dutou stěnou byla vyvinuta společností Uponor infra (začleněna KWH) ve Finsku v 80. letech minulého století a nazývá se weholite. Základním procesem je vytlačování pravoúhlé duté trubky pomocí extruderu, její navíjení na skupinu válcových válečkových hřídelí, když zůstává ohebná a poloroztavená, vytlačování roztaveného plastu mezi sousedními obdélníkovými dutými trubkami, aby se navzájem dokonale spojily, a vytvoření trubky konstrukční stěny s rovnými stěnami uprostřed vnitřní a vnější roviny. Navinutá trubka je neustále vytlačována. Vnitřní a vnější povrch trubky s dvojitou plochou dutou stěnou jsou hladké válcové povrchy a podélný řez je souvislá dutá konstrukce podporovaná rovnoměrně rozmístěnými svislými stěnami.
Výhody dvojité ploché trubky s dutou stěnou jsou:
- LPlastová trubka o velkém průměru může být vyrobena s relativně lehkým a ekonomickým zařízením a může dosáhnout vysoké kruhové tuhosti. Je vhodný pro beztlaké nebo nízkotlaké drenážní potrubí.
- TNingbo Fangli Technology Co., Ltd., jako výrobce s téměř 30letými zkušenostmi s vybavením výrobní linky extruderů, máme mnoho zkušeností s výrobou zařízení a můžeme vám poskytnout profesionální technické poradenství a návrhy na nákup zařízení.
Nevýhody dvojité ploché trubky s dutou stěnou jsou:
- TKonstrukce dutých stěn vytvořená fúzí jednovrstvé obdélníkové duté trubky má omezenou schopnost snášet vnitřní tlak trubky, není proto vhodná pro vysokotlaké vodovodní potrubí.
- BLze jej vyrábět pouze po částech, což je omezeno délkou hlavně jádra. Každá sekce je obvykle 6 metrů dlouhá, takže pracnost připojení je velká.
Nyní Uponor infra a podniky, které získaly jeho technologické licence (říká se, že jich je na světě více než 10). Téměř 40 výrobních linek) tvoří komunitu pro výměnu a spolupráci a některé mezinárodní podniky nezávisle vyvíjejí podobné výrobní procesy.
Za 40 let od svého vývoje se trubka s dvojitou plochou dutou stěnou vyvinula v tvrdé konkurenci a prokázala své jedinečné přednosti. V posledních letech bylo v Marine Engineering mnoho úspěšných případů, jako např:
- V roce 2009 odběr a odvod vodyCžádostGelektrárna olfe ve FranciiDN2,200 mm SN4 210m odvodnění DN2,400 840 m
dvojitá plochá trubka s dutou stěnouDN /ID2,700 mm 2,025 m od NghiSnaRpetrochemický projekt rafinérie ve Vietnamu
- In 2020 pokládka DN 3,000 mm 880 m HDPE Dvojitý propustek s 12 konstrukčními stěnovými boxy byl použit pro nejhlubší podzemní potrubní síť na světě
B. konstrukční stěnová trubka
Konstrukční stěnová trubka typu B je polyolefinová konstrukční stěnová trubka vytvořená navíjením a fúzí iniciovanou společností krah v Německu v 80. letech 20. století. Základním procesem je spirálové navíjení vícevrstvých tavných polyolefinových pásek a profilů na předehřátý válec s kovovým jádrem, aby se vytvořila konstrukční stěnová trubka. Obvykle je vnitřní stěna ovinuta několika vrstvami pásky, aby se vytvořila pevná vrstva stěny pro dosažení požadované pevnosti. Potom, podle požadavků na tuhost potrubního prstence, se za tepla tavený polyolefinový kruhový trubkový materiál navine ven, aby se vytvořila vnější vrstva stěny struktury kruhového žebra. Hrdlo pro připojení je vyrobeno navinutím a opracováním na obou koncích trubky (objímka je zapuštěna elektrickým topným drátem), čímž lze realizovat hrdlové spojení elektrického natavení.
Tímto procesem lze vyrábět trubky o velkém průměru s širokým rozsahem specifikací a výkonu (pevnost vnitřního tlaku a tuhost vnějšího tlaku) s relativně ekonomickým vybavením. V současnosti společnost krah a podniky, které získaly její technologickou licenci, údajně vytvořily komunitu pro výměnu a spolupráci s více než 50 společnostmi po celém světě a některé mezinárodní podniky nezávisle vyvíjejí podobné výrobní procesy.
Výhody konstrukčních stěnových trubek typu B jsou:
Sada zařízení na bázi kontinuálního vytlačování taveniny a navíjení fúze je vybavena jádrovými sudy a pomocnými zařízeními s různými průměry, která mohou vyrábět různé trubky s různými vnitřními průměry, různou tloušťkou vnitřní stěny (různá pevnost vnitřního tlaku) a různými vnějšími kruhovými žebrovými strukturami (různá tuhost vnějšího tlaku). Proto lze vyrobit tlakové přenosové potrubí s požadavky na odolnost proti vnitřnímu tlaku a také lze vyrobit výtlačné potrubí s žádnými nebo nízkými požadavky na odolnost proti vnitřnímu tlaku a různými požadavky na tuhost vnějšího tlaku. Může také vyrábět velmi tlustý trubkový polotovar pro řezání tvarovek potrubí, jako je příruba. Pro výrobní podniky je výhodné splnit širokou škálu požadavků trhu s malými investicemi do zařízení;
Jsou přijaty všechny polyolefinové plasty s odolností proti korozi, nárazu, opotřebení, snadnou fúzí a nízkou měrnou hmotností. Je zvláště vhodný pro námořní inženýrství: může plavat na mořské hladině nebo se může potopit na mořském dně a viset pod vodou přidáním betonové zátěže nebo nalitím malty do dutiny nosné stěny.
Pohodlnější je hrdlové připojení elektrofúze (zejména u potrubí velkého průměru uloženého na dně příkopu). Tupé tavné svařování je možné také pro silné vnitřní plné stěny.
Flexibilní konstrukční provedení: snadné dosažení velkého průměru. V současné době dosahuje maximální průměr 4000 mm, což je hlavní těleso plastových trubek nad 2000 mm ve světě; Je snadné vyrobit trubku s velkou tloušťkou stěny a ve skutečnosti neexistuje žádné omezení na stěně trubky; Je také snadné dosáhnout velké kruhové tuhosti a lze jej navinout a svařit do vícevrstvých konstrukčních stěn.
Nevýhody konstrukčních stěnových trubek typu B jsou:
Lze jej vyrábět pouze po částech, což je omezeno délkou hlavně jádra. Každá sekce je obvykle 6 metrů dlouhá, takže pracnost připojení je velká.
Krah, zakladatel konstrukčních stěnových trubek typu B, vždy na jedné straně neustále zkoumal, vyvíjel a přestavoval a na straně druhé věnoval pozornost rozvoji trhu a spolupráci. Například po letech zkoumání a vývoje byl přijat polyethylenový materiál vyztužený skelnými vlákny a bylo prokázáno, že vyvinutý polyethylenový materiál PE-GF s krátkými skleněnými vlákny má hodnocení Mrs = 18 Mpa (1,8krát vyšší než PE100) a vstoupil do norem ASTM a DIN.
Krah udělal hodně při vývoji aplikace námořního inženýrství. Na jedné straně prováděl technický výzkum a publikoval monografie a výměny. Na druhou stranu neustále publikoval a zaváděl případy úspěšné aplikace velkoprůměrových plastových trubek v lodním strojírenství v různých zemích.Jako například:
- výrobní podnik dn3000 3900 m projektu vypouštění Lima do moře v Peru v roce 2013; Smlouva o nákupu elektrické energie ve Španělsku a dohoda krah
- v roce 2014 byla mořská voda ve Spojených arabských emirátech vypuštěna do výrobního podniku PP-B HM 2000 mm 36 km a 3000 mm 22 km:UPI-2015 Stockholm přístavní vypouštění ve Švédsku: DN 3400, celková tloušťka stěny 180 mm 135 m výrobní podnik Německo hengze Co., Ltd.
- 2018 Projekt nasávání vody v Argentině: plastová trubka s největším praktickým průměrem na světě DN 3600 10 bar SD R17 tloušťka stěny 220 mm. Výrobní podniky: Cara America Latinská Amerika
Odeslat dotaz


X
Používáme cookies, abychom vám nabídli lepší zážitek z prohlížení, analyzovali návštěvnost webu a přizpůsobili obsah. Používáním tohoto webu souhlasíte s naším používáním souborů cookie.
Zásady ochrany osobních údajů